
Контактная сварка своими руками из сварочного аппарата
Опубликовано: 22.02.2019
Многие не желают зависеть от обстоятельств. Если вдруг потребовалась сварка, то хочется решить проблему в своей мастерской. Аппарат для контактной сварки своими руками — это решение в нужном направлении.

Для выполнения контактной сварки своими руками необходимо приобрести или изготовить самому специальный аппарат.
Конечно, если надо сварить большие металлические конструкции, то контактной сварке трудно конкурировать с другими видами. В то же время в домашних условиях велика потребность в сварке небольших деталей. Такие задачи становятся легко разрешимыми, если сделать свой аппарат контактной сварки.
Основы контактной сварки
В общем случае контактная сварка представляет собой сварку при помощи электрического тока, когда он проходит через зону контакта свариваемых металлов под действием сжимающего давления. Принцип контактной сварки основан на том, что в момент подачи электрического тока в месте контакта двух металлов возникает дуга, которая расплавляет их. Длительность воздействия сварочного тока очень мала (0,01-0,1 с). Основными параметрами любой контактной сварки являются: сила сварочного тока, время приложения тока и величина сжатия металлов в зоне контакта. Различают следующие основные виды контактной сварки : точечная, рельефная, шовная и стыковая сварка.
Основы конструирования аппаратов

Схема аппарата для контактной сварки.
Для проведения контактной сварки необходимо собрать аппарат контактной сварки. При изготовлении аппарата и приспособлений необходимо учитывать несколько основных правил. Обычно для бытовых целей используются аппараты точечной или стыковой сварки. Затем следует подумать, какой будет аппарат — стационарный или переносной, что определяет его массу и габариты. Необходимо определиться с основными параметрами аппарата:
Вид сварочного тока (переменный, постоянный) и его сила. Напряжение в зоне сварки. Длительность сварочного импульса. Количество и вид электродов. Простота аппарата.Любой аппарат контактной сварки содержит электрическую и механическую часть. Электрическая часть включает источник сварочного тока, систему регулирования основных параметров и контактный блок. Механическая часть должна обеспечить крепление свариваемых заготовок, а также приложение сжимающей нагрузки.
Источник сварочного тока
Главным элементом аппарата точечной контактной сварки является источник сварочного тока, т.е. короткого импульса тока. Наиболее распространены источники тока, использующие накопление энергии и разряд конденсаторов. Одна из простых схем такого источника основана на подаче постоянного тока с вторичной обмотки трансформатора, на первичную обмотку которого разряжается конденсатор (на рис. 1 — схема источника питания).
Рисунок 1. Схема источника питания.
Первичная обмотка выходного трансформатора Т2 связана с входной электрической сетью так, что одна ветвь схемы проходит через диагональ выпрямительного моста (диоды V5-V8). При этом управление осуществляется через тиристор V9, соединенный с пусковой кнопкой «Импульс», за счет его присоединения во вторую диагональ моста. Накопление энергии осуществляется в конденсаторе С1, расположенном в цепи тиристора V9 и подсоединенном к диагонали моста. Разряд конденсатора через эту цепь поступает на первичную обмотку выходного трансформатора Т2. Зарядка конденсатора С1 осуществляется от вспомогательной цепи, подключение которой происходит при выключении основной цепи.
Такой источник сварочного импульса работает следующим образом. Зарядка конденсатора С1 идет в то время, когда отключен выходной трансформатор Т2. При нажатии пусковой кнопки «Импульс» зарядка конденсатора прекращается и происходит его разряд на регулируемый резистор R1, соединенный с первичной обмоткой трансформатора Т2. Управление параметрами разряда осуществляет тиристор V9. Длительность сварочного импульса регулируется с помощью переменного резистора R1, на который и происходит разряд. При выключении кнопки процесс зарядки конденсатора возобновляется.
Рекомендуемые детали для схемы: конденсатор C1 емкостью 1000 мкФ на рабочее напряжение до 25 В; тиристор ПТЛ-50 или КУ202, входной трансформатор T1 мощностью 10 Вт на напряжение в обмотках 220/15 В. Выходной трансформатор T2 лучше изготовить своими руками: первичная обмотка — провод ПЭВ-2 диаметром 0,8 мм, 300 витков; вторичная обмотка — медная шина 20-25 мм², 10 витков. Выходные параметры аппарата: сила тока до 500 А, длительность импульса до 0,1 с.
Увеличение мощности источника тока
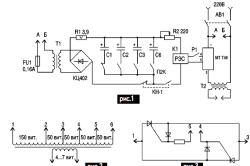
Рисунок 2. Схема источника повышенной мощности: 1. принципиальная схема; 2. обмотка трансформатора Т2; 3. схема подключения пускателя.
Для увеличения мощности сварочного импульса можно внести некоторые изменения в устройство. Подача тока производится через бесконтактный магнитный пускатель типа МТТ4К (рабочий ток до 80 А). В цепь управления вводятся по 2 тиристора (рис. 2), 2 диода КЦ402 и резистора R1-R2. Время срабатывания контролируется реле времени РЭС. В качестве накопителей энергии рекомендуется батарея конденсаторов С1-С6 из 6 штук (на рис. 2 — схема источника повышенной мощности: 1) принципиальная схема; 2) обмотка трансформатора Т2; 3) схема подключения пускателя).
Рекомендуется устанавливать следующие детали: конденсаторы С1-С6 электролитические емкостью 47 мкФ, 100 мкФ и 470 мкФ (по два каждого типа) на рабочее напряжение 50 В; реле времени РЭС42 или РЭС43 на напряжение 20 В. Трансформатор Т2 имеет первичную обмотку из провода диаметром 1,5 мм, вторичную обмотку — из медной шины сечением 60 мм² (количество витков — 4-7). Сварочный ток такого аппарата до 1500 А.
Изготовление выходного трансформатора

Виды контактной сварки.
Одним из важнейших элементов оборудования является выходной сварочный трансформатор. Его изготовление следует начинать с подбора наборного сердечника. Следует использовать стандартный сердечник общим сечением не менее 60 см². Стяжка наборных элементов производится при помощи уголка или полосы и закрепляется болтами диаметром 8 мм. Первичная обмотка наматывается проводом ПЭТ или ПЭТВ вручную на одну из сторон сердечника. Витки располагаются равномерно по длине сердечника. Концы обмотки выводятся на панель и закрепляются в соединительной колодке. Вторичная обмотка изготавливается на второй стороне сердечника из медной шины. Предварительно медная шина изолируется фторопластовой лентой или тканевой изолентой. На концах шины, выведенных наружу, сверлятся отверстия для болтового присоединения кабеля. Поверх обеих обмоток накладывается изоляционный слой.
Конструкция контактного блока
Самое простое устройство контактного блока подразумевает подачу тока непосредственно на свариваемые детали. Такой способ используется в стыковой сварке. Для обеспечения контакта используются зажимы типа крокодил.
Более сложная система подразумевает непосредственное подключение тока только на наиболее массивную деталь. Второй контакт обеспечивается подвижным верхним электродом, который подается в зону сварки вручную. В качестве такого контакта можно рекомендовать сварочный пистолет. Он изготавливается из двух одинаковых текстолитовых пластин, вырезанных в форме пистолета. В передней части устанавливаются гайки для завинчивания в них медного электрода, в центральной части размещается пусковая кнопка. Сверху в устройство заводятся кабель, который подключается к электроду, и провод из цепи первичной обмотки трансформатора, который соединяется с пусковой кнопкой.
Пластины скрепляются между собой так, чтобы надежно зафиксировать крепление электрода.
Сборка аппарата

Рисунок 3. При сборке сварочного аппарата к контактной колодке, которая размещена на электрическом плато, крепится входной кабель от электросети.
Источник сварочного тока помещается в металлический корпус. Электрическое плато собирается на текстолите и закрепляется внутри корпуса источника, обычно вертикально. Выходной трансформатор крепится на основании корпуса. Сверху к шине вторичной обмотки трансформатора болтами присоединяется сварочный кабель, второй конец которого соединен с электродом в контактном пистолете. К контактной колодке, размещенной на электрическом плато, крепится входной кабель от электросети (рис. 3).
Инструменты и вспомогательные средства, которые необходимы при изготовлении аппарата контактной сварки своими руками:
болгарка; электродрель; ножовка по металлу; напильник; зубило; молоток; плоскогубцы; отвертка; тиски; штангенциркуль; нож; ножницы; метчик; плашка.Изготовить аппарат контактной сварки не составит труда. Можно выбрать очень простую конструкцию, а можно сделать универсальное оборудование.