
Устройство сварочного трансформатора: сердечник, первичная обмотка
Опубликовано: 22.02.2019
В процессе механизации сварочных работ каждая машина оснащается необходимыми рабочими узлами. Сварочный трансформатор — ведущая деталь любого аппарата, незаменимая при контактной сварке.
Схема устройства сварочного трансформатора.
Для улучшения качества работы сварщику необходимо досконально изучить устройство сварочного трансформатора.
Принцип работы общего узла машины для сварки
Основным назначением трансформатора является преобразование напряжения в электросети в наиболее подходящие для сварочного аппарата величины. Трансформатор регулирует напряжение, снижая его до определенных размеров. Он налаживает непрерывную работу сварочного устройства. Являясь незаменимым источником питания, трансформатор способен отдавать максимальную мощность сварочной дуге. Совершенная конструкция сварочного трансформатора позволяет использовать устройство для соединения материалов в диапазоне температур от -45 до +40°C.
Основные параметры и устройство преобразователя
Рисунок 1. Вторичная и первичная обмотка обладают высокой механической прочностью, надежно изолированы от влаги, грязи, пыли.
Основными деталями трансформатора являются такие элементы, как:
сердечник (магнитопровод); вывод первичной обмотки; первичная обмотка; вторичный виток обмотки; рама; труба водяного охлаждения.Большую часть преобразователей выпускают с вторичной и первичной обмоткой (рис. 1). Они обладают высокой механической прочностью, надежно изолированы от влаги, грязи, пыли.
Трансформатор работает с использованием жестких режимов охлаждения. Для сварочного преобразователя устанавливают размеры, состоящие из таких величин, как:
мощность (кВ.А); продолжительность включения ПВ (%); сварочный ток (А); напряжение холостого хода (В).Продолжительность работы преобразователя с нормальным магнитным рассеянием составляет от 65 до 60% (в зависимости от модели). Величина номинального значения тока составляет от 500 А до 2000 А. Мощность трансформаторного устройства колеблется от 30 кВ.А до 162 кВ.А. Величина нагревания обмоток связана с силой тока для сварки и временем его прохождения. Наблюдается зависимость между Тсв (временем сварки) и продолжительностью включения ПВ. Чем меньше Тсв, тем больше величина сварного тока.
Рисунок 2. Схема трансформаторов ТД-300 и ТД-500.
Сварка однофазными и трехфазными преобразователями основана на взаимной индукции.
Устанавливают трехфазный режим работы, состоящий из таких параметров:
холостой ход; работа с нагрузкой; короткое замыкание.Преобразователи с мощными магнитными полями способны выполнять несколько функций:
плавную регулировку величины тока; формирование непрерывного горения сварочной дуги.Современные обозначения сварочных преобразователей
Однофазный трансформатор принадлежит к серии ТД. Он оснащен подвижной обмоткой, регулятором силы тока. При вращении ходового винта с помощью рукоятки происходит перемещение обмотки. Вдоль всей протяженности стержней располагаются первичная и вторичная обмотки.
Трансформаторы ТД-300 и ТД-500 (рис. 2) обладают вторичными катушками, которые способны двигаться. Преобразователь серии ТД-502, работающий от тока в 500 А, оснащен конденсатором мощности.
Широкое применение находит серия трансформаторов ТДМ. Они созданы из специальных листов, имеющих толщину 0,35 мм. Выполнена основная задача при создании новых преобразователей: обмоточные материалы использованы новые и эффективные.
В серию ТДМ входят преобразователи, работающие от тока в 315, 400 и 500 А. Трехфазные трансформаторы менее распространены. Сварка осуществляется путем преобразования тока от 380/220 В в 60 В.
Устройство магнитопровода (сердечника)
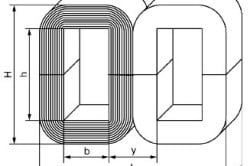
Рисунок 3. Схема броневого сердечника.
Для преобразователей контактных машин используют сердечники:
броневые (рис. 3); стержневые; кольцевые; витые.На практике применяют броневые сердечники. В шовно-стыковых машинах устанавливают кольцевые магнитопроводы. Витые сердечники имеют ширину 80 мм, изготавливаются из стали марок 1211, 1212, 1512 толщиной 0,5 мм. С помощью рамок сердечники плотно стягиваются.
Применяя электрокартон толщиной 1-1,5 мм, удается произвести изоляцию рамы от магнитопровода. Витые сердечники изготавливаются из ленты, имеющей толщину 0,35 мм, марки 3412 или 3414.
Для первичной обмотки применяют алюминиевую проволоку толщиной в 1,5 мм.
Витки обмотки тщательно изолированы при помощи картона толщиной 0,5 мм, слюдинита 0,2-0,3 мм.
Переключатель ступеней соединяется с выводами первичной обмотки. Она состоит из цилиндрических и дисковых катушек у трансформатора контактных сварочных машин.
Диаметр провода обмотки влияет на нагрев всего трансформатора: при значительной величине силы тока в проводах устройство для сварки нагревается более интенсивно. Медная проволока для обмотки наиболее удобна, т.к. пропускает большую плотность тока величиной 5 и 10 А/мм².
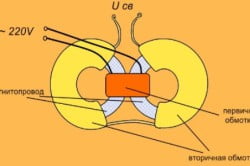
Схема намотки сварочного трансформатора.
В качестве изоляционного материала для провода используют лак или стеклоткань. Укладка витков имеет большое значение, т.к. находится под высоким напряжением, сильно нагревается. При выходе из строя нескольких витков обмотки в негодность приходит вся катушка.
Основная особенность вторичной обмотки — наличие лишь одного витка. У подвесных точечных устройств содержится два обмоточных вторичных витка. Литые вторичные обмотки трансформатора снабжены внутренней трубкой для водяного охлаждения. Витки изготавливают из меди и устанавливают на устройствах большой мощности. Они очень прочные, имеют толщину не менее 14 мм, изготовлены с колодкой, содержащей внутри медную трубку диаметром 10 мм. Алюминиевые листы для витков используют редко из-за малой прочности материала.
Устройство пускового механизма трансформатора
Пусковое устройство состоит из трансформатора, магнитопровода с двумя обмотками. Неотъемлемая часть пускового устройства — клеммы для доставки постоянного тока.
Намотка преобразователя дает наибольшие показатели КПД.
С помощью переключателя выполняется изменение напряжения и количества подключенных обмоток к выпрямителю.
В первичную цепь трансформатора вмонтирован тиристорный регулятор. Концы вторичной обмотки, подключенные к выпрямительному мосту, выдают два уровня измененного напряжения. Пусковое устройство работает от напряжения в сети 220 В. Сварочный ток составляет 0-120 А, регулируемое напряжение на выходе — 0-70 В.
В основе устройства, сделанного своими руками, находится самодельный стержневой трансформатор с первичной обмоткой в 230 витков. Вторичная обмотка состоит из 32 витков.
Дроссель намотан на сердечник. Над дросселем ставится пульт управления тиристорами, смонтированный на плате. В качестве системы охлаждения применяется вентилятор.
Сварочные трансформаторы компактны, обеспечивают высокую производительность труда, надежны, удобны в эксплуатации.