
Технология сварки труб: подготовка, инструмент и приспособления, как правильно, ГОСТ
Опубликовано: 06.09.2018

 Строительство всегда сопряжено с использованием различных труб. Из них изготавливаются трубопроводы для подачи воды, канализационные системы, промышленные трубопроводы для подачи сыпучих и жидких материалов, газопроводы и прочее.
Строительство всегда сопряжено с использованием различных труб. Из них изготавливаются трубопроводы для подачи воды, канализационные системы, промышленные трубопроводы для подачи сыпучих и жидких материалов, газопроводы и прочее.
Армирование и опалубка мелкозаглубленного ленточного фундамента // FORUMHOUSE
И всегда требуется соединение труб и фасонных частей. Для этого в большинстве случаев применяется сварочные методы.
Виды соединения труб сваркой
В зависимости от материала труб выбирается и способ их сваривания:
Соединение деталей с помощью заклепочника
термическая сварка; термомеханическая; механическая.
Классификация сварочных работ происходит и по таким параметрам, как ручная сварка, автоматическая, полуавтоматическая. Кроме этого, сварка может классифицироваться по условиям образования сварочного шва, по используемой энергии, по способу защиты сварочного шва в процессе сварки.
Термическая сварка включает в себя такие способы сварки, как:
Газовая сварка
электродуговая; электрошлаковая; плазменная; термитная; газовая; индукционная; электронно-лучевая; ионнно-лучевая; световая; литейная и др.Технология сварки труб утверждается специальными правилами. При этом трубы из разного материала, предназначенные для различного использования, свариваются разными методами и способами.
Термическая сварка предполагает соединение кромок деталей плавлением.
Электродуговая сварка осуществляется электродом, который расплавляясь под действием электрической дуги, соединяет между собой свариваемыми металлические детали. Стальной электрод из стали покрывается специальной обмазкой, которая служит защитой электрической дуги от воздействия воздуха и образует шлаковую пленку, защищающую горячую поверхность сварного шва от воздействия воздуха.
Сварка электродом без обмазки образует некачественный шов, придавая ему хрупкость и низкую механическую прочность.

Электродуговая сварка
Автоматическая сварка под флюсом представляют собой процесс, когда в роли электрода выступает металлическая проволока, нагреваемая под слоем сыпучего материала, называемого флюсом. Нужное тепло для расплавления проволоки, флюса и основного металла производится электрической сварочной дугой.
Этот метод чаще всего используется при устройстве крупных трубопроводов. Но есть одна негативная особенность этого метода, заключающаяся в том, что сварку производят, поворачивая трубу, что не всегда возможно. При ситуации, когда требуется сваривать трубу в неповоротном положении, используют ручную дуговую сварку.
Ручная дуговая сварка позволяет варить швы в любом положении деталей, даже, в потолочном, что считается самым сложным делом.
Электронно-лучевая сварка производится в специальных камерах с разреженным воздухом и применением вольфрамовой проволоки.

Электронно-лучевая сварка
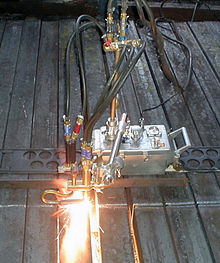
Газовая сварка труб и присадочных материалов производится с использованием открытого пламени, получаемого от сгорания кислорода и других газов – ацетилена, пропана, водорода и прочих.
Помимо того, что свариваемые детали нагреваются различными способами и разной энергией, они еще могут подвергаться при этом давлению, благодаря чему получают другие виды сварки и швы, отвечающие определенным требованиям.
Помимо всего прочего, термическая сварка применяется при соединении полипропиленовых труб и изделий из других видов пластика – полихлорвинила, полиэтилена хлорированного полиэфира.
Термомеханическая сварка – это контактная и дуговая магнитоуправляемая, где нагрев металла происходит под действием дуги, вращающейся магнитным полем с огромной скоростью.
Такой вид сварки востребован, когда нужно соединить трубы малого диаметра.
Контактная сварка осуществляется при прохождении электрического тока через свариваемые детали, расплавляя места стыковки. Во время расплавления металла необходимо сжимающее усилие, чтобы получить сварное соединение.

Контактная сварка
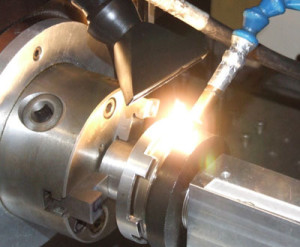
Механическая сварка – это сварка трением и взрывом. Технология по свариванию труб заключается в установке одного стержня в неподвижном состоянии, в то время как второй вращается с большой скоростью и прикасается к торцу закрепленного стрежня. При этом оба стержня разогреваются и при определенном внешнем усилии стержни соединяются в одно целое.
В числе световых сварок, кроме солнечной и от других источников света, самой прогрессивной считается лазерная сварка, осуществляемая специальным световым лучом, который расплавляет металл.
Лазерная сварка
Требования, предъявляемые к сварным швам
Качество сварных швов при возведении трубопроводов регламентируется строительными нормами и правилами, есть:
«Сводные правила, регламентирующие порядок выполнения сварных работ и качество сварных швов» СП 105-34-96. Технология сварочных работ закреплена в инструкциях ВСН 006-89 и ВБН А.3.1.-36-3-96. Контроль над качеством сварки проводится на основании ВСН 012-88.В документах оговариваются различные методы и способы сварки, как ручной, так и автоматической при строительстве трубопроводов.
Кроме этого, здесь же описаны:

Сварной шов
требования, предъявляемые к качеству сварного шва, требования к квалификации сварщика, способы устранения дефектов сварного шва, условия контроля качества.Но основной документ, согласно которому производится сварка труб – ГОСТ.
Для России при строительстве трубопроводов действуют ГОСТ 8731-8734 группы B и ГОСТ 9466 –9467, где указаны необходимые материалы для производства сварочных работ и виды самих труб.
Способы контроля за производством сварных швов и сварочных работ регламентируются ГОСТ 7512 и ГОСТ 14782.
Подготовка труб под сварку
При строительстве трубопровода, первым делом, следует убедиться, что сами трубы и расходные материалы отвечают нормативным требованиям. Свариваемые кромки деталей должны быть приведены в соответствующее состояние, которое отвечает типу выбранной сварки.
Кромка трубы малого диаметра может иметь различную форму, и для её придания используются такие механизмы, как:
фаскосниматели, труборезы, торцеватели.При строительстве трубопроводов большого диаметра для подготовки кромок используются шлифовальные или орбитальные фрезерные машинки. Иногда подготовка кромок осуществляется с помощью воздушно-плазменной или газокислородной резки.
Перед тем, как начинать сварку труб, внутренние части труб должны быть очищены от влаги, мусора и грязи, а кромки зачищены до появления блеска металла.
Допускается сваривание труб, у которых разная толщина стенок, но и здесь есть некоторые ограничения:
Например, труба с толщиной стенки меньше 12,5мм может стыковаться с трубой, имеющей толщину стенки больше или меньше на 2 мм. Если труба с толщиной стенки больше 12.5 мм стыкуется с другой трубой, то толщина стенки последней может колебаться в пределах не более 3 мм, и только в том случае, если кромки не смещаются по одной из плоскостей – внутренней или наружной. Если требуется состыковать трубы с разной толщиной стенки, превышающей допустимые размеры, используются приспособления для сварки труб в виде переходников.Видов сварки великое множество, как и способов. Несомненно, что сварочные работы должен выполнять квалифицированный сварщик, который отвечает за качество сварочных швов.
Сварка пластиковых труб

Сварка пластиковых труб
В последнее время все чаще в индивидуальном жилищном строительстве применяются трубы, изготовленные из различного пластика. Поэтому рассмотрим, как правильно сваривать трубы именно из этого материала.
Производители строительных материалов предлагают большое разнообразие пластиковых труб разной функциональной направленности. И каждый вид требует к себе особого отношения. Какие–то соединяются механическим методом, какие–то сваркой и применения специального инструмента.
Пластиковые трубы соединяются тремя способами:
встык; электрической муфтовой сваркой; раструбной или муфтовой сваркой.Важно помнить при соединении труб из пластика, что стыкуются трубы, изготовленные из одного материала или из разных, но которые совместимы по химическому и физическому составу между собой.
Соединяемые пластиковые трубы должны иметь равные диаметр и толщину стенки.
При проведении сварочных работ по соединению пластиковых труб, должны соблюдаться условия:
Места сварки труб должны быть очищены от грязи и влаги. Инструмент для сварки пластиковых труб должен отвечать выбранному методу сваривания и материалу труб. Сварка пластиковых труб должна происходить в защищенном от ветра, яркого солнца или отрицательной температуры месте. Достигается это установкой палатки. Концы труб, не подвергающихся сварке, должны быть закрыты заглушками, чтобы избежать охлаждения свариваемого места воздухом, поступающим из противоположного конца трубы. Обязательное условие – в процессе сварки и после, пока трубы не остынут, обеспечить максимальную неподвижность сварного соединения. По окончании сварки полученное соединение должно быть освидетельствовано на качество сварного шва.Технология стыковой сварки для труб диаметром более 50мм и толщиной стенки более 4мм регламентируется документом СП 40-102-2000.
Правила, изложенные в этом документе гласят, что в первую очередь следует подготовить кромки свариваемых труб. После этого торцы труб нагреваются до нужной температуры и под давлением образуются сварные швы в виде валика по всему периметру трубы.
Следующий этап заключается в нагревании всей трубы под давлением до того момента, как образуется стыковой буртик. Таким методом соединяются полипропиленовые и полиэтиленовые трубы, не предназначенные для напорного трубопровода.
Для труб, изготовленных из полипропилена и полибутилена, применяется раструбная сварка. После очистки места сварки нагретую трубу вставляют в фитинг, предварительно также разогретый. Сохраняя заданное положение, свариваемые детали остывают до получения необходимой прочности. Таким методом можно получить угловые соединения.
Способ электрофузионной сварки предполагает использование муфт с закладными нагревательными деталями. В процессе сварки материал трубы и муфты расплавляется и смешиваясь, образует прочный и качественный сварной шов, при условии, что материалы трубы и муфты будут идентичными.
