
Сущность и основные преимущества дуговой сварки под флюсом
Опубликовано: 06.09.2018
Принцип самой сварки под флюсом был придуман еще в 1892 году, немного позже, в 1927 придумали способ электродуговой сварки под флюсом, чуть позже создали первую в мире автоматическую сварку для металлов. Сварка под флюсом – это основной способ сварочных работ, как в строительстве, так и в промышленности.
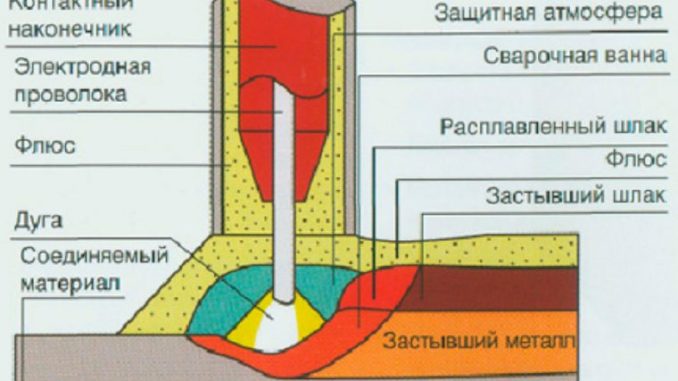
Автоматизация сварки произошла с помощью внедрения механизмов движений электродов. А для того чтоб получались высококачественные сварочные швы, вместо электродных покрытий, начали применять в производстве гранулированное вещество — флюс. Такая сварка проходит под небольшим слоем флюса, с применением электродной проволоки, она с помощью специального автоматизированного механизма подается в место, где горит дуга. Называется это – сварочная головка автомата. При это через мундштук проходит токоподвод к проволоке, а сам мундштук изготавливается из меди либо из ее сплавов.
Помимо всего прочего, во время автоматизированной сварки, устанавливаются хорошие трудовые условия. В отличии от ручной сварки, дуга здесь укрыта слоем флюса и шлака, за счет этого происходит совсем небольшое испарение в воздух вредных веществ, поэтому защищать кожу и глаза от излучения дуги нет смысла. Что касается вытяжки вредных газов, то естественной вентиляции здесь вполне достаточно. Также нужно учесть, что к оператору автоматизированной сварки предъявляют гораздо меньшие требования.
Сразу же определим главные плюсы сварки под флюсом :
Высокоскоростная сварка, благодаря большому сварочному току. Экономичный расчет работ, так как в этом методе гораздо ниже расход материалов, чем в других. Разный спектр применения, это сварка как толстых, так и тонких пластин. А также, сварка слаболегированных, нержавеющих и легированных сталей, плюс наплавка и ремонтные работы. Большая степень сплавления сильно снижает, а в частности даже исключает возможную дополнительную обработку. Минимальный риск деформаций, во время сварочных работ. Презентабельный внешний вид, хорошее оформление, и компактность самого сварочного шва. Высокие механические свойства сварочного шва. Возможность не применять средства индивидуальной защиты, а также понизить траты на вентиляцию, за счет того что, горение дуги во время сварки происходит под защитой, под слоем флюса. Комфорт сварщика и экономия на отводе и утилизации сварочного дыма, так как при таком виде сварки, дымовыделение отсутствует.Но, при таком количестве плюсов, есть и недостатки такого вида сварочных работ.
Применяется только к нелегированным и легированным видам стали. Если используется порошковый флюс, в этом случае сварка выполняется исключительно на горизонтальной поверхности. Нельзя пользоваться таким видом сварки, при толщине стали более 1,8 мм, так как высокая степень проплавления. Так как при работе таким видом сварки, место шва видеть нет возможности, поэтому должна быть высокая степень подготовленности деталей, а также их сборки. В большинстве случаев, нужно удалять шлаковую корку, в этом возникают трудности.Так же как и автоматическая сварка, процесс ручной сварки также имеет ряд достоинств и недостатков, например, маленькая производительность, неоднородный сварочный шов. И сам процесс производительности сварочных работ электродами ограничивается максимально допустимыми значениями тока сварочного, при больших значениях сильно перегревается и затрудняет тем самым процесс сварки.