
Сварка водопроводных труб и арматуры
Опубликовано: 06.09.2018

Сварка - самый популярный способ монтажа трубопроводной арматуры , что вполне объяснимо. Это самое надежное крепление, которое не требует прочих устройств. Особенно это актуально, если планируется сварка водопроводных труб .
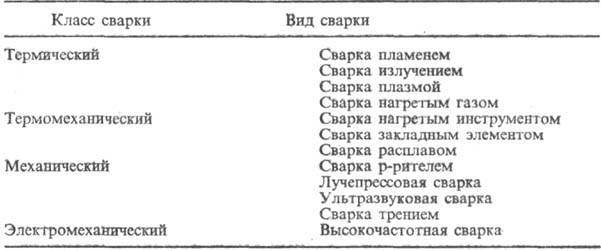
Таблица видов сварки.
Сварка трубопроводов: классификация
Существуют следующие виды сварки трубопроводной арматуры:
термические; термомеханические; механические.Термическая подразумевает сварку путем плавления: газовая, электронно-лучевая дуговая, лазерная, плазменная и прочие.
15016 Как варить трубы в труднодоступных местах, операционный шов.
Термомеханическая сварка осуществляется посредством магнитоуправляемой дуги, а также включает в себя стыковую контактную сварку.

Схема и описание контактной сварки.
Механическая производится путем взрыва и трения.
Как варить красивые швы начинающим сварщикам
В зависимости от носителя, методы сварки подразделяют следующим образом:
газовая; лазерная; дуговая; плазменная.От условий формирования соединительного шва различают:
принудительную; свободную.В соответствии с методами защиты, зоны сварки классифицируют:
с использованием защитных газов; с самозащитной электродной проволокой; под флюсом.Автоматизация и механизация процесса подразделяет сварку на:
ручную; механизированную; автоматизированную; роботизированную.Процесс сварки труб встык

Технология стыковой сварки труб.
В процессе сварки труб из нержавеющей стали , как правило, используется дуговой метод. Если трубопровод входит в магистральную сеть, то в более 60 % случаев используется автоматическая дуговая сварка под флюсом.
Если невозможно применить механический способ, то прибегают к ручной дуговой сварке, в том числе при различных положениях стыка: вертикальном, потолочном, нижнем. При ручном способе электрод двигается по окружности совмещения при скорости 8 - 20 м/ч, при механическом и автоматизированном этот показатель достигает 20 - 60 м/ч.
Сварочные работы в защитном газе также могут быть выполнены несколькими вариантами:
в активных газах; в инертных газах; в их смеси.В случае использования сварки в защитных газах применяют плавящийся или неплавящийся электрод.
Дуговой метод в защитных газах используется, если требуется соединение трубопроводной арматуры в различном положении в пространстве.
Сварка труб: подготовка кромок
Прежде чем приступить к сварочным работам, в первую очередь следует проверить сертификаты качества на трубы, их соответствие проекту и техническим условиям.
Концы соединительной трубопроводной арматуры должны различаться по размерам и форме скоса кромок, согласно планируемым сварочным процессам. В противном случае возможна механическая обработка для достижения необходимых характеристик.

схема подготовки и сварки кромок труб.
Если трубы малого диаметра, то используют торцеватели, шлифмашинки, фаскосниматели, труборезы. При большом диаметре трубы, помимо шлифмашинки, потребуются гидроабразивная резка и фрезерные машины.
Если планируются захлесты или врезка катушек, то возможно применение термических методов:
воздушно-дуговая резка со шлифовкой в пределах 0,5 мм; газокислородная резка с зачисткой кромок абразивным кругом; резка и строжка специальными электродами, после которых механическая обработка не нужна; воздушно-плазменная резка с обработкой в пределах 1 мм.Обратите внимание, что, перед тем как осуществлять монтаж труб, следует очистить их полость от загрязнений и выполнить зачистку кромки и прилегающей поверхности на ширину до 10 мм.
Предварительный подогрев при сварке труб
Предварительный подогрев можно назвать самой важной операцией, способствующей регуляции температурного цикла в процессе сварочных работ. На характер и свойства сварочного шва влияют скорость процесса охлаждения металла при температуре от 500°С до 800°С.
При способности к быстрому охлаждению возникают структуры с высокой прочностью, но низкой пластичностью. Скорость охлаждения можно регулировать, изменяя начальную температуру кромок, используя систему предварительного подогрева, учитывая конкретную толщину стенок трубопроводной арматуры.
Предварительный подогрев, помимо того, способствует созданию благоприятных условий для активной эвакуации из зоны сварки и шва диффузионного водорода, увеличивает показатель стойкости от образования трещин.
Чтобы корректно определить необходимую температуру предварительного подогрева, следует обратить внимание на несколько факторов: химический состав металла, толщина стенки, температура окружающей среды и вид электродного покрытия.
Для подогрева используют электрические или газовые нагреватели, поддерживающие равномерную температуру в районе сварочного шва. Зона нагрева составляет минимум 75 мм в каждую сторону от стыка.
Сварка труб: ручная дуговая
Схема ручной дуговой сварки труб.
При монтаже трубопроводной арматуры большая часть сварочных работ выполняется ручным дуговым видом: совмещение отдельных труб или секций, переходы через разнообразные преграды, захлесты, крановые узлы, отводы, катушки и т. п.
Сколько потребуется электродов, зависит от количества наплавленного металла и марки самих электродов.
Технологические особенности ручной дуговой сварки обусловлены материалом соединяемой трубопроводной арматуры.
Изначально, определив эксплуатационные условия и марку стали, подбираются материалы для сварки. Далее выбирают технику и технологию, а также план сварочных работ, который полностью подчинен предполагаемым темпам строительства. В некоторых случаях на вышеуказанные параметры влияют толщина стенки и диаметр трубы.
Сварка водопроводных изделий
В данном аспекте можно выделить три наиболее популярные схемы, которые зависят от типа электродов:
работы с электродом газозащитного типа; работы с электродом с основным покрытием; сварочные работы в горячем проходе и у корня шва электродом газозащитного типа, а облицовочного и заполняющего слоев - электродом с основным покрытием.Если используются электроды газозащитного типа, то сварочные работы осуществляются без колебательных движений, а конец электродного элемента опирается на кромки трубы. Выполнение работ происходит под действием постоянного тока прямой или обратной полярности холостого хода не менее 75 В.
Если диаметр электрода около 3,25 мм, то сила тока должна быть не более 110 А, при диаметре 4 мм -120 А в полувертикальном и 160 А в нижнем положении, в иных случаях - от 100 А до 140 А. Скорость сварочных работ поддерживается в пределах 16 - 22 м/ч.
Сварочные работы электродом с основным покрытием осуществляются, напротив, с поперечными колебаниями, производимыми снизу вверх, их амплитуда обусловлена шириной разделения стыка. При выполнении сварочных работ на определенных участках шва отдельными сварщиками используется поточно-расчлененный метод. Если диаметр труб большой, то количество сварщиков может достигать четырех человек. Если рабочих всего двое, то сварочные работы выполняются снизу от надира вверх в противоположные стороны.
Каждый последующий слой смещается от нижней точки трубопроводной арматуры на 50 - 60 мм.
Если все вышеперечисленные правила и советы принять к сведению и соблюдать, то сварка водопроводных конструкций не окажется сложно выполнимой.